Призначення токарно-гвинторізного верстата 1к62 та загальний пристрій
Верстат призначений для виконання різноманітних токарних робіт і в тому числі для нарізування різних різьблень і використовується головним чином в умовах одиничного та дрібносерійного виробництва.
Технічні характеристики, фотографії та креслення наведені на сторінці Токарно-гвинторізний верстат 1К62 .
Конструкція та характеристика роботи основних вузлів верстата

Загальний вигляд та компонування верстата 1К62 (рис. 1)
Основні вузли верстата: станина 13 яка служить для з'єднання між собою всіх вузлів верстата; передня бабка 2, в якій вміщені шпиндель 4 Верстата та коробка швидкостей; супорт 11, на якому закріплюється ріжучий інструмент; задня бабка 15; коробка подач 3, що передає обертання ходового валика 24 та ходового ггвинта 23; шафа 20 з електроустаткуванням верстата; тумби 22 та 29.
Станина верстата 13 (див. рис. 1 а) спирається на ліву 29 і праву 22 тумби, з якими вона жорстко скріплена. У лівій тумбі розміщено електродвигун головного приводу верстата. У правій тумбі поміщений насос, що подає охолоджувальну рідину по шлангу на інструмент. У внутрішню порожнину тумби рідина стікає з корита 27. Найбільш точне положення рухомих вузлів верстата забезпечується комбінованими напрямними станини - призматичної а та плоскої б (рис. 1, б).
Передня бабка 2 закріплена болтами на лівій стороні станини. У внутрішній частинині бабки поміщені шпиндель 4 і коробка швидкостей, зверху закрита кришкою.
Через наскрізний отвір шпинделя 4 при необхідності можна пропускати пруток, що обробляється на верстаті, а в конічне гніздо шпинделя встановлювати передній центр. На правому виступаючому кінці шпинделя є центруючий поясок, буртик і різьблення для точного центрування і кріплення планшайби з патроном 5, кулачки якого встановлюють заготовки, що обробляються.
Супорт 11 призначений для переміщення закріплених на ньому різальних інструментів і складається з наступних основних частинин: каретки 6, фартуха 25, поперечних санок 7, середньої поворотної частинини 8, верхніх санчат 10 і чотиримісного різцетримача 9 для встановлення та закріплення різальних інструментів.
Каретка 6 переміщається в поздовжньому напрямку призматичної а і плоскою б напрямним (рис. 1, б). Планки 1 і 2 каретки ковзають по нижнім напрямним г і в. Переміщення каретки вручну в поздовжньому напрямку здійснюється обертанням маховика 26 (рис. 1 а).
Фартух 25 жорстко закріплений на каретці 6. У ньому поміщені механізми, що перетворюють обертальний рух ходового валика 24 і ггвинта 23 поступальний рух супорта.
Для усунення люфта в гвинтовій передачі гайка ггвинта складається з двох частинин, що розводяться клином. Середня частинина 8 разом з наявними на ній напрямними верхніх санчат 10, яка може бути повернена щодо осі верстата на кут і закріплена на поперечних санках 7, призначена для обробки конічних поверхонь виробів.
Верхні санки 10 призначені для переміщення різця вручну при обертанні рукоятки 12.
Коробка подач 3 служить передачі обертання ходовому валику 24 чи ходовому гвинту 23. Коробка подач пов'язані з шпинделем верстата передачею, куди входить і гітара змінних коліс, розташована під щитком 1.
Задня бабка 15 призначена для підтримки заднім центром оброблюваних заготовок або для встановлення та переміщення осьових інструментів. Основні частинини задньої бабки: плита 17 корпус 16 піноль 14 притискна планка 1 (рис. 1, в).
Задня бабка переміщається призматичною а і плоскою б напрямною (рис. 1, в) станини верстата. Переміщення здійснюється або вручну, або за допомогою супорта - у разі з'єднання з ним задньої бабки замком (рис. 1, г). Замок складається з планки 2, прикріпленої до поперечних санчат 1, супорта і планки 4, з'єднаної з плитою задньої 3 бабки. Підводячи супорт до задньої бабці і переміщуючи санки 1 в поперечному напрямку, заводять виступ планки 2 за виступ планки 4. При цьому задня бабка з'єднується з супортом і разом з ним переміщатматися в поздовжньому напрямку від механізму подач.
Для того, щоб вершина заднього центру була точно розташована на осі верстата, корпус 16 (рис. 1, а) переміщують у поперечному напрямку щодо плити 17. Для обробки конічних поверхонь деталей задній центр зміщують гвинтом 19 від осі верстата в напрямку «на себе» або "від себе". Піноль має 14 конічний отвір для установки заднього центру або осьових інструментів.
Електроустаткування верстата розташоване в шафі 20. На передній стінці шафи поміщена панель 18 з амперметром, що вказує струм головного електродвигуна верстата, і перемикачами, що включають верстат в електричну мережу, освітлення верстата та електродвигун насоса, що подає охолоджувальну рідину.
Під кришкою розташований 21 електродвигун прискореного переміщення супорта.
Схема кінематична токарно-гвинторізного верстата 1К62

Кінематична схема токарно-гвинторізного 1к62
1. Схема кінематична токарно-гвинторізного верстата 1К62. Дивитись у збільшеному масштабі
2. Схема кінематична токарно-гвинторізного верстата 1К62. Дивитись у збільшеному масштабі
3. Схема кінематична токарно-гвинторізного верстата 1К62. Дивитись у збільшеному масштабі
Рухи у верстаті: основні - головний рух, поздовжні та поперечні подачі супорта; допоміжні - швидкі переміщення супорта, задньої бабки та пінолі вручну.
Кінематичний ланцюг приводу головного руху. Цей ланцюг забезпечує передачу обертання електродвигуна M1 шпинделю VI з можливістю включення різних частот його обертання (рис. 2). Шпиндель верстата може мати правий і лівий напрямок обертання. При правому напрямку обертання шпинделя рівняння балансу кінематичного ланцюга приводу головного руху запишеться так (муфта Мф1 включена вліво) (рис. 2, а):
Передня бабка умовно поділена на кілька частинин (див. кінематичну схему):
- Фрикційний (вхідний) вал - фрикційний вал складається з: подвійної фрикційної муфти Мф1 з нерухомим подвійним блоком (z=51, z=56), шестерні (z=50) та нерухомого блоку реверсу (z=24, z=36);
- Коробка швидкостей - вал ІІ з рухомим подвійним блоком (Б1), вал ІІІ з рухомим потрійним блоком (Б2);
- Перебір - вал IV із рухомими подвійними блоками (Б3, Б4, Б5);
- Вузол гальма - стрічкове гальмо на валу III;
- Шпиндель - з рухомим подвійним блоком (Б5), що включає перебір і шестерня z=60 для передачі обертання на привід подач;
- Вузол приводу подач :
- Ланка збільшення кроку різьблення - блок Б6, що забезпечує збільшення вихідної швидкості по відношенню до швидкості шпинделя;
- Механізм реверсу 2-х швидкісний - блок Б7 служить зміни напряму руху супорта.

Графік оборотів токарно-гвинторізного верстата 1к62
При прямому (правому) напрямку обертання шпинделя рівняння балансу кінематичного кола приводу головного руху запишеться так (муфта Мф1 включена вліво). Може бути налаштовано 24 частоти обертання в діапазоні 12,5...2000 об/хв (частота 630 об/хв повторюється).
 напрямку обертання шпинделя верстата 1К62")
Рівняння балансу прямого (правого) напряму обертання шпинделя
При зворотному (лівому) напрямку обертання шпинделя рівняння балансу кінематичного ланцюга приводу головного руху запишеться так (муфта Мф1 включена вліво). Може бути налаштовано 12 частот обертання в діапазоні 19.2420 об/хв.
 напрямку обертання шпинделя токарно-гвинторізного верстата 1К62")
Рівняння балансу зворотного (лівого) напрямку обертання шпинделя

Кінематичний ланцюг руху різання токарно-гвинторізного верстата 1к62
де:
1450 – число оборотів електродвигуна;
142/254 - передатне відношення ремінної передачі (відношення діаметрів шківів двигуна (Ø 142) та коробки швидкостей (Ø 254));
0,985 - коефіцієнт пружного прослизання ремінної передачі.
Рух подачі
Привід подач включає наступні ланцюги і вузли (див. кінематичну схему):
- Ланка збільшення кроку різьблення - подвійний блок Б6 у шпиндельній бабці, що забезпечує збільшення вихідної частоти обертання по відношенню до частоти обертання шпинделя у співвідношенні: 1:2, 1:8, 1:32
- Механізм реверса 2-х скоростной - тройной блок Б7 в шпиндельной бабке, служит для изменение направления руху суппорта при одном і том же направлении вращении шпинделя. Осуществляется подкючением промежуточной шестерни - трензеля;
- Гітара сменных колес - включает сменные шестерни K, L, M, N. Служит для сравнительно редкой переналаштування чисел оборотів;
- Коробка подач - коробка подач получает рух от шпиндельной бабки через гітару і задаёт различные скорости обертання ходового вала і ходового гвинта;
- Механізм подач фартука - преобразует вращение ходового вала или ходового гвинта в поступательное рух суппорта продольное или поперечное.

Коробка подач токарно-гвинторізного верстата 1к62
Коробка подач токарно-гвинторізного верстата 1К62. Дивитись у збільшеному масштабі
Кинематическая ланцюг продольных подач суппорта
Продольное перемещение суппорта осуществляется следующим образом:
от шпинделя через передачу 60/60, далее через реверс з колесами 42/42 или 28/56 либо 35/28•28/35 і через гітару сменных колес 42/95•95/50 вращается вал IX коробки подач.
Подключив муфту, колесо МФ2 начинает вращать конус шестерен 26, 28, 32, 36, 40, 44, 48 і от него накидное колесо 36.
Далее через передачу і включенную муфту МФ3 вращается двойной блок z = 18 – z = 28, осуществляющий отношения 18/45 і 28/35, затем через двойной блок 15/48 і 35/28 і через передачу 28/56 вращается ходовой вал, по которому вместе з фартуком перемещается колесо z = 27.
Далее рух передається через передаточные отношения колес фартука 27/20 • 20/28 • 4/20 • 40/37 • 14/66 на реечное колесо z = 10 (модуль зацепления m = 3 мм). Колесо 10, находясь в зацеплении з рейкой, прикрепленной к станине, катится по ней і перемещает фартук з суппортом.
Увімкненням муфт МФ8 или МФ9 колесо z = 14 вращается вправо или влево, меняя направление руху суппорта. Общее рівняння кінематичної ланцюги продольных подач определяется исходя из расчетного периода одного оборота шпинделя:
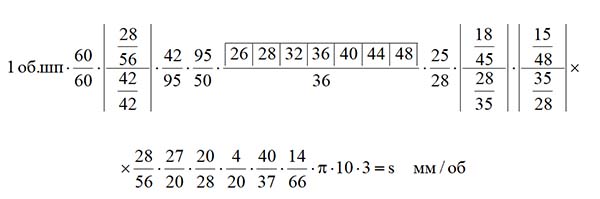
Общее рівняння кінематичної ланцюги продольных подач верстата 1к62
Пределы величин продольных подач при включении соответствующих блоков составляют 0,07…0,13; 0,14…0,26; 0,28…0,52; 0,57…1,04; 1,14…2,08; 2,28…4,16 мм/об. Последняя группа подач получается включением звена увеличения шага різьби.
Кинематическая ланцюг поперечных подач суппорта
До червячной передачи фартука кінематична ланцюг не отличается от предыдущей ланцюги. Далее через колеса 40/37 или 40/45•45/37 включением муфт МФ10 или МФ11 і через передачи 40/61•61/20 вращается винт поперечної подачі суппорта. Шаг різьби гвинта 5 мм, резьба левая. Рівняння кінематичної ланцюги аналогичное, как і для продольных подач. Величины подач в 2 раза меньше соответствующих величин продольных і составляют от 0,035 до 2,08 мм/об.
Ручное продольное перемещение суппорта. Маховиком на валу XIX через передачу вращается реечное колесо z = 10. За один оборот маховика супорт переместится на величину
1 • 14/66 • π • 10 • 3 = 20 мм
Кинематическая ланцюг для получения метрической різьби
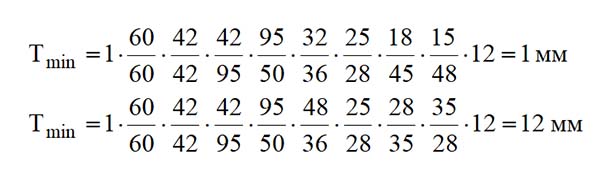
Органы налаштування винторезной ланцюги должны быть рассчитаны і настроены таким образом, чтобы величина продольного переміщення суппорта на один оборот шпинделя в точності соответствовала шагу Т нарезаемой різьби.
При нарезании різьби для переміщення суппорта участвует ходовой винт з шагом 12 мм. Для етой цели блок колес z = 28 – z = 28 входит в зацепление з муфтой МФ5. Маточная гайка, замкнутая з винтом, перемещается вместе з фартуком і суппортом. Кинематическая ланцюг не отличается от ланцюги продольных подач, но передача фартука не участвует. Рівняння кінематичної ланцюги в етом случае определяется исходя из следующего: за один оборот шпинделя супорт з резцом должен пройти путь, равный шагу нарезаемой різьби, і напишется в таком виде:

Кинематическая ланцюг для получения метрической різьби
где Тн.р. – шаг нарезаемой різьби.
В етой ланцюги конус шестерен Б10 (26, 28, 32, 36, 40, 44, 48) является ведущим.
Не все колеса, находясь в зацеплении з накидным колесом z = 36, дают гостированные шаги, например для шага Тн.р. = 1 мм участвует колесо конуса z = 32, что видно из уравнения кінематичної ланцюги
Пример кінематичної ланцюги для получения метрической різьби
Звено увеличения шага різьби
В коробке швидкостей имеется звено увеличения шага різьби. Для получения увеличенных шагов різьб необходимо двойной блок z = 60 – z = 45 вала VII переместить вправо до зацепления колеса z = 45 етого блока з колесом z = 45 вала III. Тогда число оборотів вала по отношению к шпинделю будет увеличено в 16 или в 4 раза, при етом шпиндель должен вращаться через передачу 27/54.
Тогда все остальные передачи і ходовой винт будут вращаться ускоренно в 32, в 8 или в 2 раза в зависимости от увімкнення блоков z=88 – z=45 і z=22 – z=45 на валу IV. Наибольший шаг різьби Тн.р. = 192 мм при передаточном отношении трензеля iTP = 28/56.
Кинематическая ланцюг для получения модульных резьб
Шаг модульной різьби пропорционален π – Тн.р. = π•m (m – модуль зацепления в мм). Кинематическая ланцюг осуществляется аналогично ланцюги для метрической різьби, но в гітарі сменных колес надо установить колеса 64/95 • 95/97.
Рівняння кінематичної ланцюги напишется в таком виде:
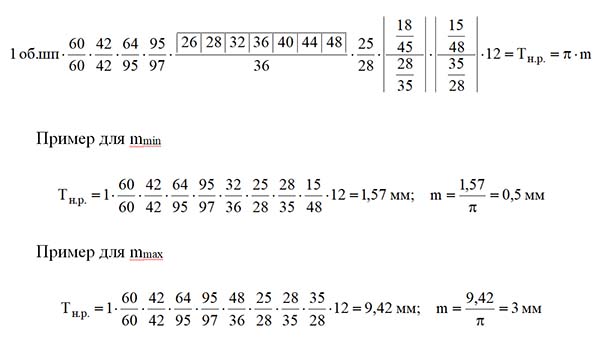
Кинематическая ланцюг для получения модульных резьб
Для получения крупных модульных різьб применяют звено увеличения шага різьби і mmах = 48 мм.
Кинематическая ланцюг для получения дюймовых і питчевых резьб
Дюймовая резьба характеризуется числом ниток на 1". Запись кінематичної ланцюги производится так же, как і для метрической різьби, но конус шестерен является ведомым, для чего муфта MФ2 отключается от колеса z = 35, а муфты MФ4 і MФ3 выклю-чены.
Общее рівняння кінематичної ланцюги будет мати вид:

Кинематическая ланцюг для получения дюймовых і питчевых резьб
Пределы чисел ниток нарезаемой різьби: Тн.р. = 2…24 нитки на 1". Очень редко применяется питчевая резьба, которая характеризуется питчами. Величина питча р = 25,4/m. Кинематическая ланцюг аналогична, как і для дюймовой, но в гітарі сменных колес устанавливаются колеса 64/95 • 95/97. Пределы величин р: 7…96, а для меньших величин применяют звено увеличения шага різьби.
Кінематичний ланцюг для нарізання особливо точних різьблень
Ці різьблення нарізають за допомогою включення ходового ггвинта, минаючи коробку подач, скорочуючи цим кінематичний ланцюг. Для цього необхідно з'єднати ходовий гвинт з валом IX коробки подач включенням муфт MФ2, MФ4, MФ5 і роз'єднання блоку коліс z=25 і z=36 від конуса в коробці подач.
Рівняння кінематичного ланцюга у разі напишеться так:
1 • 60/60 • 42/42 • x • 12 = Тн. звідси х = Тн.р./12
де х – передатне відношення змінних коліс, що складається з однієї чи двох пар.
Швидке переміщення супорта
Воно проводиться натисканням кнопки, вбудованої в рукоятці керування, здійснюється від електродвигуна прискореного переміщення. Швидкість переміщення супорта в поздовжньому напрямку визначається рівнянням кінематичного ланцюга

Швидке переміщення супорта
а в поперечному = 1680 мм/хв.
Трофімов А.М. Металорізальні верстати. Альбом кінематичних схем